|
Modernization Increases Output at Springfield Armory,
by Brigadier General GH Stewart, Commandant of the Springfield Armory, June,
1941
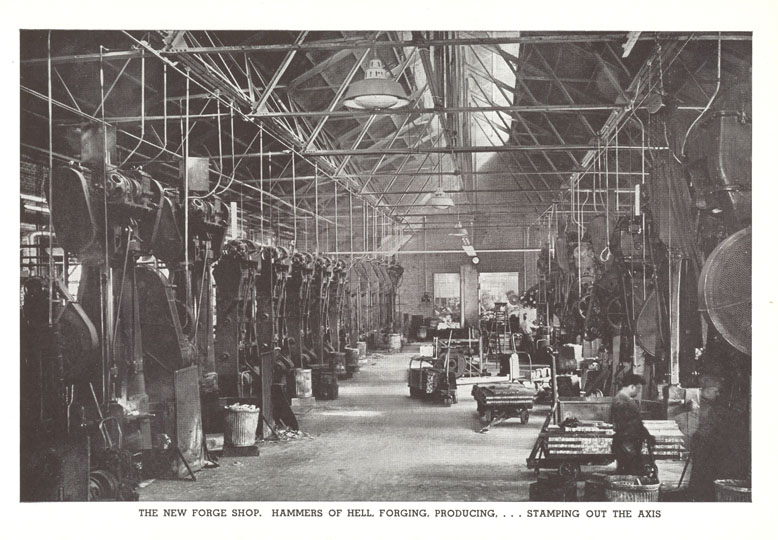
The New Forge Watershops - Stamping out the Axis
To acquaint those who are not familiar with the important position the Springfield
Armory occupies in this vast armament program, it seems fitting that a few words
of explanation be written regarding the Armory’s history and the development
of the present situation. During the past three years the Armory has undertaken
a tremendous task, that of retooling to increase production of semi-automatic
rifles from 40 to 1,000 per day, together with a large increase in production
of parts and barrels. By July, 1941, it will have completed this modernization
program and will be in a position to attain its objective.
Manufactures Small Arms
The Armory, oldest of six Army Ordnance manufacturing Arsenals, was established
by an Act of Congress in 1794 and has been constantly engaged in the manufacture
of small arms since that date. Today it consists of two main plants, the Water
and Hill shops. At the Water Shops all forging, press work, and barrel manufacture
is carried out; at the Hill Shops all of the machining processes of the remaining
rifle components, the design and manufacture of gages, the jobbing, and the repairs
to small arms are performed.
6000 Skilled Workers Required
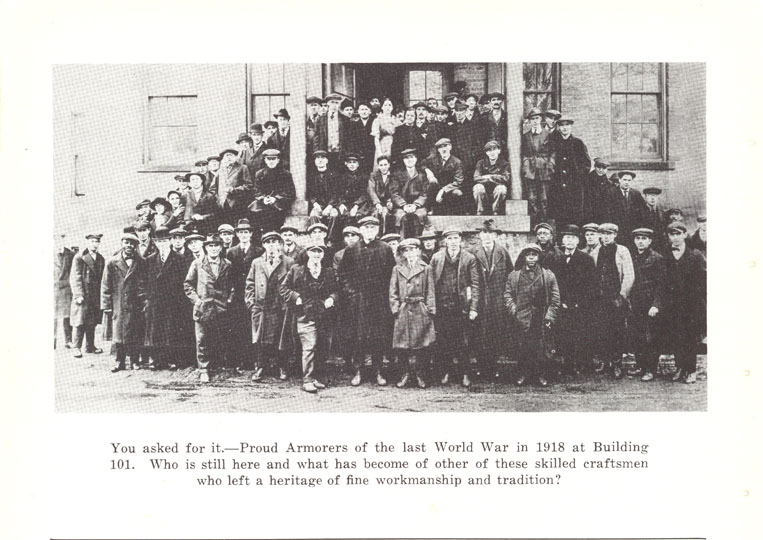
Proud Armorers standing in front of Building 101
The United States has never before followed the policy of preparing for war
in time of peace and consequently the force of employees at the Armory has fluctuated
widely. From a peak of 5,400 in November, 1918, it was reduced to 229 in 1925.
However, with the adoption of the present M1 rifle in 1936 the force has steadily
increased. In 1938 it had grown to 1,500, in 1940 there were 4200, and at present
there are 5500 employees. More will be needed, for it will require a total of
6,000 trained and skilled workers to complete the force necessary to produce
the Armory’s quota.
Interchangeable Parts Adopted
The Armory has not only kept pace with the advances that have been made in
the art of manufacture, but has also made its own contributions. As early as
1820 the manufacture of interchangeable parts was adopted and the Armory has
been given much credit for advancing this method.
A military weapon such as the M1 rifle requires for its production, accurate
machines and tooling. There are 1040 actual machining and 448 inspection operations
on the 80 components of the rifle. 2800 sets of gages are used to check the components
between machining operations. For the final inspection of the components before
the rifle is assembled and placed in field service, 622 sets of gages are used.
Quantity Production Required

Gauge checking training at the Armory
When the “Garand” rifle, officially known as the U.S. Rifle, Cal.
30, M1, was adopted, the Armory was ordered to prepare for production at the
rate of 40 rifles per day. There was no thought of quantity production and there
was little provision for new equipment, most of which had been procured during
the period of World War I, while a considerable number of machines dated back
to the Spanish War and some to the Civil War.
Retooling Approved
By the spring of 1938 production had reached 20 rifles per day, but in the
meantime the changing international situation had impelled Congress to grant
an appropriation of $1,800,000 for retooling on the basis of 200 rifles per day.
This order required that all of the new machines, tools, dies, fixtures, gages
and all other aids to manufacture at the rate of 200 rifles per day be designed,
purchased, installed, and in operation by the end of 1939. It gave the opportunity
to bring its equipment up-to-date and to take advantage of all the latest and
most efficient methods in the art of manufacture. American industry and particularly
the Machine Tool and Gauge and Die industries aided considerably.
Modernization Reduced Costs
In solving the problems confronting it, the Armory necessarily laid out and
approved the general method of accomplishing the work and retained control of
and responsibility for the sequence of the operations, while details were worked
out by means of frequent conferences between the engineers of the machine tool
industry and those of the Armory.
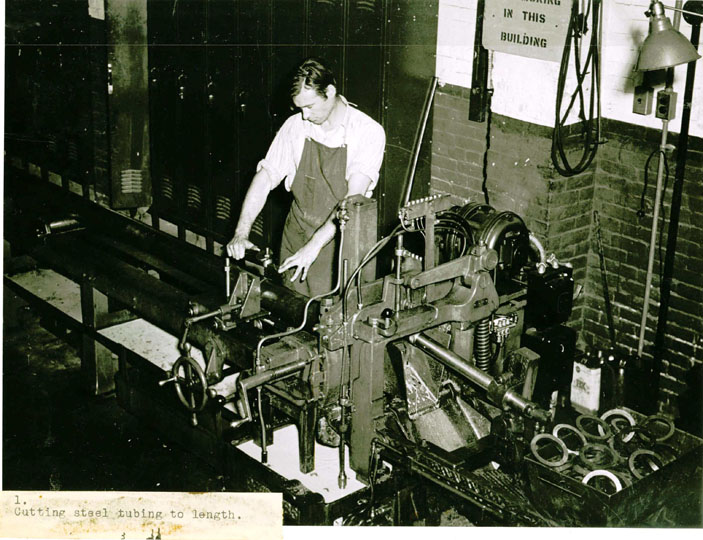
Cutting Stock Tubing for the M1 Rear Sight
In some instances the entire job of design and supplying the machines, tools,
fixtures, and gauges required to produce a finished piece was given to a single
manufacturer. These processes are in successful operation today and the final
cost of the product has been materially reduced, as much as two-thirds in the
case of the wood stock. In other cases where similar operations, such as milling,
followed each other in sequence, manufacturers undertook to supply the equipment
required to produce the entire group of operations. In the vast majority of cases,
however, the Armory established the methods and the sequence of operations and
asked for bids from industry for equipment, that is, for the machines, fixtures
and tooling, to accomplish the task, operation by operation. Frequently changes
in details which have proved to be valuable were made at the suggestion of the
manufacturer.
New Methods Used
Since the Armory was last operating on a quantity production basis, a number
of new methods of tooling have been introduced and developed in private industry.
Advantage was taken of these developments in laying out the new tooling. Examples
of these methods are the use of formed stock, coining processes, and the use
of automatic profilers. This last named method has been developed recently and
indicates a large saving in labor costs, since one operator can handle up to
four machines, each of which processes two pieces at one time. The former hand
profilers required one operator to a machine processing only one piece, and it
also required a more skilled operator.
Another example is surface broaching, which the Armory is using quite extensively.
In view of the relatively high cost of equipment and tools this process is economical
only where mass production is involved. With the present production quota the
Armory believes that, on the whole, its acquisition of a number of these machines
will be more than justified.

Grinding rear sights for the M1
The last example is the use of special machines. In general, these machines
divide themselves into two groups. First, machines designed to handle rather
difficult operations which on general purpose machines not only require complicated
fixtures but also considerable skill on the part of shop personnel to meet the
required degree of accuracy. An example of one special machine is a small circular
broach shown in an accompanying illustration. The broaching tool is about five
inches in diameter and about ½ inch wide. To illustrate the savings possible,
the present direct labor cost is now 70¢ per 100 pieces as compared to $6.47
for the same quantity from conventional standard machines.
The second type of special machine is one in which a large number of operations
may be performed on one machine. This is illustrated by the machine which handles
all of the initial operations on the bolt. Studies indicated that it would be
more economical to combine several cuts in one machine than to use standard machines
with a large number of operations and a correspondingly higher direct labor cost.
Present direct labor cost is $1.66 per 100 components as compared to a former
cost of $33.80.
This retooling was scarcely finished and in operation when the Armory was
called upon to plan for 400 rifles per day. This was not a difficult problem
so far as machinery and equipment were concerned for it meant duplications in
most cases. However, when orders were issued for 1000 rifles per day, not only
more equipment but additional floor space was required. This later problem was
met by a new building 600 feet long by 190 feet wide. It was erected in about
6 months’ time and is now used for machining the components of the rifle.

Inspecting the rifling lines on the barrel of an M1
Immediately after the reconstruction contract was let the engineers prepared
tentative machine layouts. A large table was obtained and provided with a complete
floor plan. Templates of the machines were located and relocated on the plan
until finally “the one best” machine layout satisfactory to both
engineers and foremen evolved. Inspection benches were placed in the production
lines to decrease the movement of semi-processed pieces. All production moves
in one direction. As the component forgings are brought in from the Water Shops,
they are stored along one wall. Each operation, machine, bench or inspection,
moves the components across the room until they are placed on the opposite wall
completely processed and inspected. The multiple spindle chucking and automatic
screw machines are the only ones segregated as a group. This was done to permit
the most efficient operation of this highly specialized equipment.
The greater proportion of machinery in the new building had been in use in
the old shops, and its removal has permitted a new layout in these shops. The
Water Shops now have adequate space to straightline the various machine gun and
rifle barrels. The Hill Shops have been able to establish a more efficient assembly
line.
The addition of the new building in the Hill Shops group, and the intelligent
application of new machines, tools, and methods have each contributed in no small
measure to placing Springfield Armory in the important position in the armament
program which it now enjoys.
|






